







 BambuLab
BambuLab

Bambu Lab H2C – Imprimante 3D CoreXY compacte pour ateliers et formation
Bambu Lab H2C – Imprimante 3D CoreXY compacte pour ateliers et formation
Impossible de charger la disponibilité du service de retrait
Herstellerkontakt - EU Angaben zur Produktsicherheit
L'imprimante 3D grand format H2C est conçue pour la production multi-matériaux et multicolore, avec un minimum de gaspillage de matériau lors des changements de filament. Dérivée de la série H2, elle intègre le nouveau système de changement de tête d'impression « Vortek ». Son architecture comprend un système de changement automatisé qui minimise le gaspillage lors des changements de filament et élimine le besoin de tours de nettoyage classiques.
Vidéo 1 : Le système Vortek. Source : Bambu Lab
Le volume d'impression varie selon le mode : 305 × 320 × 325 mm en mode mono-extrudeur (côté droit) ; 300 × 320 × 325 mm en mode double extrudeur (les deux extrudeurs actifs) ; et 325 × 320 × 325 mm avec seul l'extrudeur gauche activé. Cette légère réduction par rapport aux autres modèles de la même série est due à l'espace requis pour le mécanisme de changement de la tête d'impression. Néanmoins, la machine conserve sa structure rigide en profilés d'aluminium et d'acier ; les panneaux latéraux et supérieurs sont en polymères renforcés et les fenêtres en verre trempé. Le tout est intégré dans un boîtier compact d'environ 492 mm de large, 514 mm de profondeur et 626 mm de haut, pour un poids à vide d'environ 32,5 kg.
L'extrudeuse utilise un moteur synchrone à aimant permanent (PMSM), une technologie présentant des avantages considérables par rapport aux moteurs pas à pas classiques. La force d'extrusion maximale atteint 10 kg, soit une augmentation de 67 à 70 % par rapport aux systèmes conventionnels. Ceci permet un débit de matière élevé et une stabilité d'écoulement constante, particulièrement importants pour l'impression à grande vitesse ou les matériaux très visqueux.
Vidéo 2 : Le système d’extrusion. Source : Bambu Lab
Le système détecte la position et la résistance du filament à une fréquence de 20 kHz. Cette fréquence d'échantillonnage élevée permet la détection en temps réel d'événements tels que le glissement du filament, le blocage partiel de la buse ou la rupture du filament. Associé à des capteurs à courants de Foucault dans la tête d'impression, il assure une régulation en boucle fermée de la pression d'extrusion, permettant ainsi un ajustement dynamique et automatique du paramètre d'avance de pression.
Vidéo 3 : L’encodeur visuel en fonctionnement. Source : Bambu Lab
Dans des conditions contrôlées, la précision de positionnement linéaire des axes X et Y est inférieure à 50 micromètres, soit l'épaisseur d'un cheveu. Ce niveau de précision peut être atteint directement grâce à l'installation optionnelle d'un codeur optique.
Architecture du Hotend et système Vortek

Image 1 : Les têtes d’impression du système Vortek. Source : Bambu Lab
Le système Vortek constitue le cœur technologique de la H2C. Il s'agit d'un mécanisme d'échange automatique et sans contact des têtes d'impression, basé sur trois principes : fixation magnétique, chauffage par induction et communication de données sans fil. Le support droit peut accueillir jusqu'à six têtes d'impression interchangeables. Chaque unité est dotée d'une puce électronique intégrée qui enregistre les données relatives à son historique thermique, au nombre de cycles et à son état général. Lors de l'échange, la tête d'impression se positionne sur la tête d'impression sélectionnée ; le couplage magnétique est automatique et, simultanément, le chauffage par induction se déclenche.
Vidéo 4 : Le système en action. Source : Bambu Lab
Le temps de chauffe moyen jusqu'aux températures d'impression typiques (par exemple, 215 °C pour du PLA standard) est d'environ 8 secondes. Cette rapidité est obtenue grâce à des bobines à induction haute fréquence intégrées à la tête d'impression principale, ce qui élimine le besoin de câbles thermiques ou de connecteurs électriques sur l'extrémité chaude et réduit ainsi les sources d'erreur potentielles. Aucun purge n'est nécessaire lors du changement d'extrémité chaude, car chaque extrémité reste thermiquement isolée et froide jusqu'à son activation. Toutefois, une purge initiale est requise lors du premier chargement de filament dans une extrémité chaude neuve ou complètement refroidie afin d'éliminer l'air et d'assurer une fusion continue.
Gestion des capacités multi-matériaux et des filaments
L'imprimante prend en charge jusqu'à sept têtes d'impression actives simultanément : six dans le système Vortek (à droite) et une tête d'impression fixe à gauche. Chaque tête d'impression peut être associée à un matériau différent (rigide, flexible, hydrosoluble, renforcé de fibres de carbone, etc.), permettant ainsi la production de pièces fonctionnellement intégrées sans réassemblage. Pour alimenter ces têtes d'impression, la H2C est compatible avec jusqu'à trois systèmes d'alimentation automatique de matériau (AMS). Deux systèmes AMS standard peuvent alimenter les six têtes d'impression de droite, tandis qu'un système AMS haute température (HT) alimente la tête d'impression fixe de gauche. Cette configuration permet de gérer jusqu'à 24 bobines de matériau simultanément, ce qui est idéal pour les impressions longues et automatisées.

Figure 2 : Le système multi-matériaux permet d'utiliser jusqu'à 24 matériaux. Source : Bambu Lab.
La compatibilité des matériaux est étendue : des thermoplastiques standards (PLA, PETG, TPU) aux polymères techniques tels que le polycarbonate, le nylon renforcé de fibres de verre (PA-GF), le polyamide haute température (PAHT-CF) ou le sulfure de polyphénylène (PPS-GF20). La chambre de pression fermée et la température de la buse (jusqu’à 350 °C) sont essentielles à l’adhérence entre les couches et à la minimisation des contraintes résiduelles dans ces matériaux.
Système thermique et contrôle environnemental
L'imprimante possède une Chambre de pression chauffée avec éléments chauffants intégrés aux parois latérales et supérieures. Elle atteint des températures jusqu'à 65 °C pour réduire significativement la déformation des matériaux semi-cristallins tels que le PA12 ou le POM. Extrémités chaudes Elles fonctionnent à des températures allant jusqu'à 350 °C et utilisent en standard des buses en acier trempé, d'un diamètre de 0,2 mm, 0,4 mm, 0,6 mm et 0,8 mm ; les buses pour matériaux abrasifs sont en option. Buses en métal dur (carbure de tungstène) disponible. De plus, tous les composants internes sont fabriqués en Matériaux ignifuges UL94 V-0 Fabriqué de manière à garantir une sécurité élevée même en cas d'inflammation accidentelle.
Filtration de l'air et contrôle des émissions
L'impression avec des matériaux techniques produit des particules ultrafines et des composés organiques volatils (COV), qui sont contrôlés par un système de filtration à trois étages : un Filtre grossier G3 , un Filtre HEPA H12 (une efficacité de séparation d'au moins 99,5 % pour les particules ≥ 0,3 µm) ainsi qu'une filtre à charbon actif Pour l'adsorption des COV tels que le styrène, le caprolactame ou le formaldéhyde. Le flux d'air, de bas en haut, crée un flux unilatéral et empêche ainsi l'accumulation de polluants dans la chambre de pression.
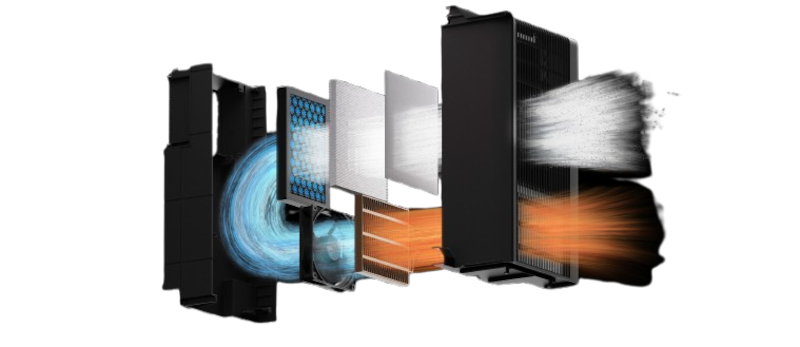
Figure 3 : Le système de filtration multi-étages. Source : Bambu Lab.
capteurs et systèmes de surveillance
La machine est dotée d'un vaste réseau de capteurs de température, optiques, de pression, de position et de courant — plus de 59 éléments en configurations étendues avec un module laser, six têtes d'impression Vortek et une caméra supérieure. Le système de caméra comprend un Caméra de tête d'impression avec objectif macro et analyse en temps réel pour détecter les irrégularités telles que les bavures ou la sous-extrusion, un Caméra supérieure pour la surveillance des composants structurels et un Caméra frontale pour la surveillance à distance. Toutes les données sont traitées par un algorithme neuronal propriétaire qui non seulement détecte les erreurs, mais évalue également leur gravité et suggère des mesures correctives, telles que l'arrêt, le réglage des paramètres ou la réimpression partielle.
Modules optionnels et extensibilité
La plateforme est conçue pour accueillir des modules tiers ou de futures extensions de fabricants :
- Module de découpe : Lame rotative à entraînement pneumatique, adaptée à la découpe de matériaux flexibles ou au retrait automatique de composants du plateau d'impression.
- Module laser : Disponible en versions 10 W et 40 W ; permet la gravure, la découpe à plat et le marquage sur des matériaux organiques (bois, cuir, papier) ainsi que sur certains plastiques. Nécessite un refroidissement actif et est soumis à des normes de sécurité strictes.
- Connectivité améliorée : En mode développeur — à condition que le module laser ou de découpe soit désactivé pour des raisons de sécurité — une interface MQTT est activée pour l'intégration dans les systèmes d'automatisation industrielle (MES, SCADA) ou les logiciels de gestion de flotte.
Limitations techniques et instructions d'utilisation
Malgré sa flexibilité, le H2C présente certaines limitations dues à la conception actuelle du firmware :
- Il est impossible d'utiliser simultanément des têtes d'impression avec des buses de diamètres différents au sein d'une même tâche. En revanche, l'utilisation de têtes d'impression avec des buses de même diamètre mais des profils d'alimentation différents (standard ou haut débit) est autorisée.
- En raison de la modification de sa surface d'impression, le plateau d'impression n'est pas interchangeable avec les autres modèles de la même série. Cependant, les accessoires tels que les plaques de calibration de vision, les tapis de découpe et les plateformes laser restent compatibles avec l'ensemble de la gamme.
informations générales |
|
| Fabricant | Laboratoire de bambou |
| technologie | FDM/FFF |
Propriétés de l'imprimante |
|
| Diamètre du filament | 1,75 mm |
| Volume de pression | 330 × 320 × 325 mm |
| Nombre d'extrudeuses | 2 |
| Diamètre de la buse | 0,2 mm, 0,6 mm, 0,6 mm, 0,8 mm |
| Type d'affichage | Touche |
| Capteur de fin de filament | ✓ |
| Surface d'impression | magnétique flexible |
| Autonivelant | ✓ |
| Filtre à air | ✓ |
| Système d'extrusion | Direct |
| Taille de l'écran | 5" |
| Compatible avec les matériaux d'autres fabricants | ✓ |
| Webcam | Oui |
Logiciels et connectivité |
|
| Connectivité | USB / Ethernet / Wi-Fi |
| connectivité WiFi | ✓ |
| connectivité LAN/Ethernet | Oui |
Propriétés d'impression |
|
| Résolution du positionnement XY | 0,3 µm |
| température d'extrusion maximale | 350 °C |
| température de base maximale | 151 °C |
| température maximale de la chambre | 65°C |
| vitesse d'impression maximale | 600 mm/s |
Dimensions et poids |
|
| Dimensions | 492 x 514 x 626 mm |
| Poids | 32,5 kg |
Autre |
|
| Code SH | 8477.5900 |
Autres informations |
|
|
Contenu de l'emballage H2C AMS Combo Standard :
Ensemble H2C AMS Combo Standard + Ultimate :
Laser H2C 10W :
Kit laser H2C 10W + Ultimate :
Laser H2C 40W :
Kit laser H2C 40W + Ultimate :
|






